
The Pasteurization Process in the Dairy Industry: Efficiency and Energy Saving with Ecochillers Ecochillers
Pasteurization is a fundamental process in the dairy industry, designed to destroy pathogenic microorganisms and extend the shelf life of dairy products without altering their nutritional quality. This process, which is carried out by controlled heating and cooling of milk, requires efficient and precise equipment. In this article, we will explore how pasteurization is performed and how the use of our chillers with inverter technology and heat recovery can optimize this process, improving cooling efficiency and achieving significant energy savings.
What is Pasteurization?
Pasteurization is the process of heating milk to a specific temperature for a specified time and then cooling it rapidly. This method kills most bacteria and pathogens without compromising the nutritional value of the milk. The most common pasteurization methods include:
- Long Term Pasteurization (LTLT): Milk is heated to 63°C (145°F) for 30 minutes.
- Short-Term High Temperature Pasteurization (HTST): Milk is heated to 72°C (161°F) for 15 seconds.
- UHT (Ultra High Temperature) pasteurization: Milk is heated to 135°C (275°F) for 1-2 seconds.

What is Pasteurization?

The pasteurization process consists of several critical steps:
- Milk Reception and Filtration: Raw milk is received and filtered to eliminate impurities.
- Initial heating: The milk is preheated using heat exchangers.
- Pasteurization: Milk is heated to the required pasteurization temperature in a pasteurizer.
- Rapid Cooling: Pasteurized milk is cooled rapidly to stop bacterial growth and maintain quality.
Use of Chillers in the Cooling Process
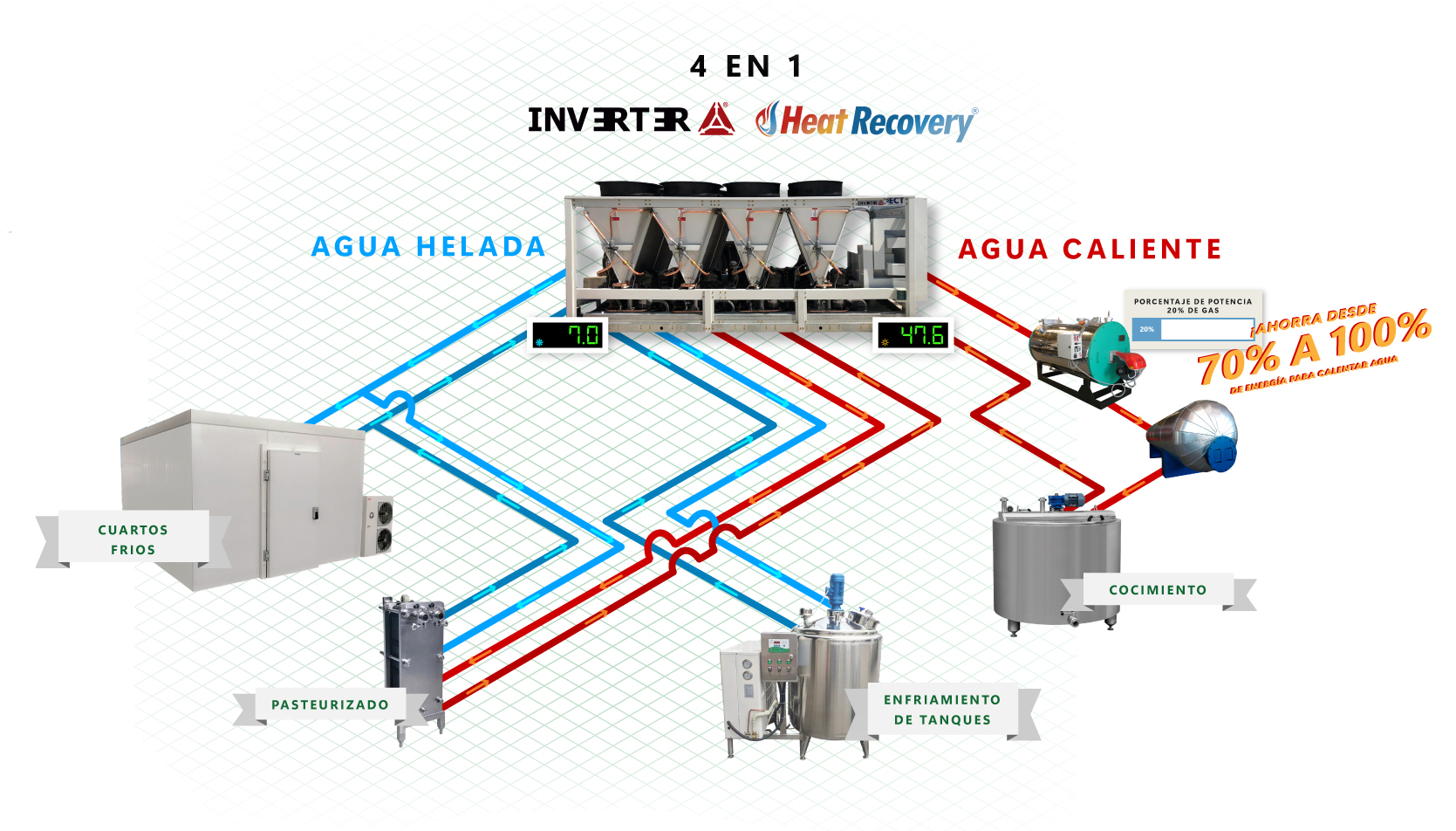
Rapid cooling is a critical stage in pasteurization to ensure the safety and quality of the final product. This is where Ecochillers chillers with inverter technology and heat recovery play a crucial role.
Advantages of our Chillers with Inverter Technology and Heat Recovery:
- Energy Efficiency: Inverter technology allows adjusting the compressor speed according to the cooling demand, reducing energy consumption.
- Heat Recovery: Our heat recovery chillers use the waste heat generated during cooling to heat water or generate steam, which can be reused in the pasteurization process or in other areas of the plant, thus reducing energy consumption in boilers.
- Temperature Accuracy: The advanced technology of our chillers ensures precise temperature control, guaranteeing that the milk is cooled to the optimum temperature quickly.
- Reduced Operating Costs: By using heat recovery, significant savings in energy costs can be achieved, resulting in a more sustainable and profitable operation.
Implementation in the Dairy Industry
Integrating our chillers with inverter technology and heat recovery into the pasteurization process offers multiple benefits. In addition to improving cooling efficiency, it enables dairy plants to reduce their carbon footprint and optimize the use of energy resources. Reusing recovered heat to heat water or generate steam not only reduces energy costs, but also contributes to environmental sustainability.
Conclusion
Pasteurization is a vital process in the dairy industry that requires reliable and efficient equipment. Ecochillers chillers, with their inverter technology and heat recovery systems, offer an advanced solution to improve cooling and achieve significant energy savings. By integrating this equipment into the pasteurization process, dairy plants can improve their operational efficiency and contribute to a more sustainable future.
Discover how our chillers can transform your pasteurization process and take your operation to new levels of efficiency and sustainability!
